
铝合金外壳是需要注意保养和维护的,这样才能使铝合金外壳更持久美观耐用。当工件表面有毛刺时,一定要去净毛刺,再进行测量,否则会使量具磨损,并且还会影响测量结果的准确性。用完量具后,要擦干净表面污渍、铝屑,松开紧固装置,当长期(1个月以上)不用时,在测量面要涂防锈油。不要用手摸量具的测量面,因为手上有汗液等潮湿脏物会污染测量面,使它生锈。量具不要同其他工具、及金属物质混放在一起以免碰伤量具。以上是关于如何保养的介绍。

拉伸必定要在铝合金型材冷却到50度以下方可移到拉伸架上进行拉伸作业,温度过高即拉伸既会烫坏人体,烫坏毛条,更因为不能彻底消除铝合金型材内应力而在时效前后呈现曲折,扭拧,功能不良等绝对废品。为操控拉伸变形量和非常好的操控整条铝合金型材的尺度变化,要选用适宜的专用夹垫和适宜的方式方法。特别是开口料,圆弧料,悬臂料,以及曲折形状的型材更要留意拉伸夹垫的合理有用运用。留意宽厚比高的、悬壁长的、弧度大的、壁厚巨细悬殊的、形状奇怪等型材的小脚、薄齿、长腿、圆弧面、倾斜面、开口、视点等的受力状况,避免铝合金型材部分或点状尺度变形、扭拧、螺旋等缺点发生。

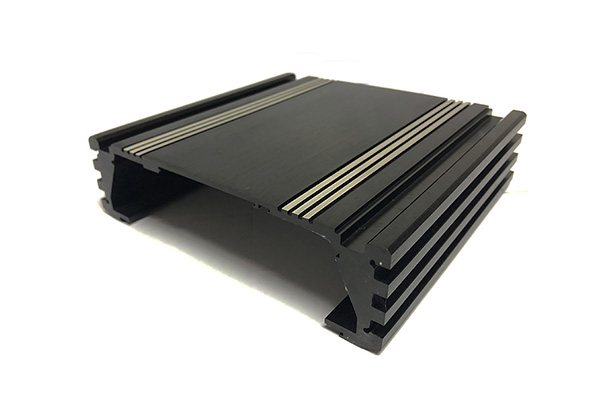
铝合金外壳设计对截面形状的要求:①供应汽车功放外壳型材截面应尽量对称,壁厚要均匀。这种损面在挤压时,常因材料受到的阻力及流动速度在厚薄处不同,形成刀形弯曲。②避免带尖角的截面。③在设计带舌片的截面时,应尽量使舌片根部尺寸放大。④河南汽车功放外壳生产厂家必须避免空心截面,型材截面应避免宽厚比过大。

冲压作为铝合金外壳加工的基础工艺之一,常在生产作业时会出现产品翘曲不平。铝合金外壳冲压过程中产生翘曲的原因有:①模具间隙过大,在冲切过程中,制件的拉伸、弯曲力大,易产生翘曲;②制件过于复杂时,周围剪切力不够均匀,因此产生周围向中心的力,使制件产生翘曲;③折弯、冲孔时没有考虑内里力,冲压后内应力使制件翘曲;④模具没有设置排气孔,模具设置的排废料口不当等;⑤冲床冲切力不够。
全国统一服务热线 :0750-5551218/5550082
手机:13612269118 传真:0750-5550080
邮箱:ZHIYAHUICWB@163.com QQ:641730110
联系地址:台山市台城新宁大道111号之二


手机网站 官方微信

