

焊接是铝合金外壳的其中一道工序,铝合金外壳的焊接分为熔化焊(氩弧焊、CO2焊、气体焊、手工焊)、压力焊(点焊、对焊、撞焊)、钎焊(电铬焊、铜丝)等方式,各有优缺点。五金壳体的焊接常用的分别是CO2焊和氩弧焊,一般来说CO2气体保护焊用于铁板类焊搠,具有生产率高,能源消耗少,成本低,抗锈能力强等优点;氩弧焊用于不锈钢、铝板类焊接上,溶深浅,溶接速度慢,效率低,生产成本高,具有夹钨缺陷,但具有焊接质量较好的优点,可焊接有色金属,如铝、铜、镁等;机器人焊接,可节省工时,提高工作效率和焊接质量,减轻工作强度。

铝合金可分为锻铝和铸铝两类。供应咪头外壳前者是对未熔化的铝坯进行热加工或冷加工成型,后者是将熔化的铝液倒入模具再将其铸造成型,结构常用铝合金为锻铝。咪头外壳供应商锻造铝合金牌号通常由四位数字表示,命名规则是由美国铝业协会( AA) 于1954 年提出的。不同牌号的锻造铝合金的强度、延展性、耐腐蚀性等特性由于其化学成分( 铝元素和其他少量添加元素) 含量的差异而有所不同。
冲压作为铝合金外壳加工的基础工艺之一,常在生产作业时会出现产品翘曲不平。铝合金外壳冲压过程中产生翘曲的原因有:①模具间隙过大,在冲切过程中,制件的拉伸、弯曲力大,易产生翘曲;②制件过于复杂时,周围剪切力不够均匀,因此产生周围向中心的力,使制件产生翘曲;③折弯、冲孔时没有考虑内里力,冲压后内应力使制件翘曲;④模具没有设置排气孔,模具设置的排废料口不当等;⑤冲床冲切力不够。

压铸是用于金属加工,利用机器、模具和合金等三大要素,将压力、速度及时间统一的过程,来用于金属加工。在铝合金外壳压铸中需要考虑到以下几点问题:①要控制好铝型材合金与压铸的适合性,需要主要熔炼的时间和压铸的时间以及温度,更重要是工艺参数对铸件质量的作用。②压铸机的压力问题,控制其压力大小以免损害模具,对产品工艺造成损坏。③考虑到铝型材外壳在压铸壁厚的问题,厚度太厚,会造成难以填充。

铝型材上色的主要过程如下:①表面预处理:用化学或物理的方法对型材表面进行清洗,裸露出纯净的基体,以利于获得完整、致密的人工氧化膜。还可以通过机械手段获得镜面或无光(亚光)表面。②阳极氧化:经表面预处理的型材,在一定的工艺条件下,基体表面发生阳极氧化,生成一层致密、多孔、强吸附力的AL203膜层。③封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙封闭,使氧化膜防污染、抗蚀和耐磨性能增强。

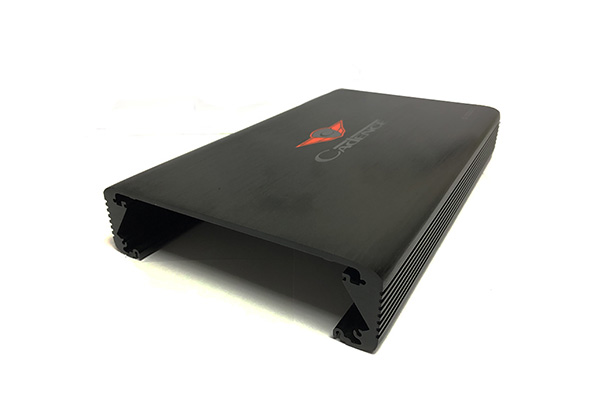
铝合金外壳的分类如下:①移动电源铝外壳。移动电源铝外壳,必须有防水功能、质地坚韧,不易渗水,满足当青年人需求。②适配器铝外壳。都知道我国电源是220v,而手机平板电脑一般是9v——36v之间,不能直接充电,会造成电器的损害。我们使用适配器铝外壳,可以进行快速充电,而且安全性能高、外壳坚韧、耐摩擦等等。③充电器铝外壳。不论使用手机还是笔记本电脑,都需要一个充电器,用来给它们充电,但是现代人充电器都是使用的是塑料外壳,这种容易磨损,易摔坏。而使用充电器,防摔、不易磨损,使用寿命比较长。
全国统一服务热线 :0750-5551218/5550082
手机:13612269118 传真:0750-5550080
邮箱:ZHIYAHUICWB@163.com QQ:641730110
联系地址:台山市台城新宁大道111号之二


手机网站 官方微信

