

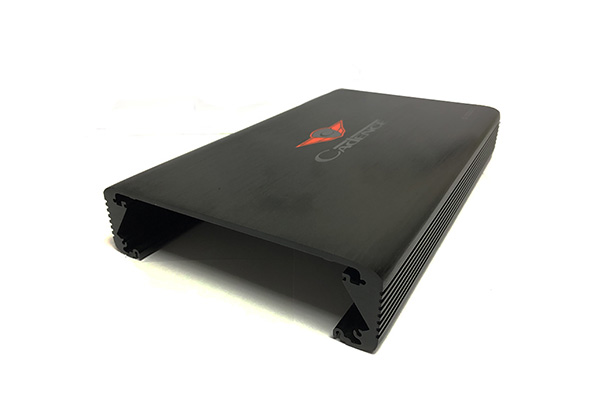
近年来,随着先进制造技术的重要性被大众认识,铝合金外壳 冲压技术软件、硬件上也得到了前所未有的发展,现在铝合金外壳冲压技术已广泛应用于各个生产制造领域。铝合金外壳冲压成型技术的特点是:操作简单,容易掌握,省时省力,便于实现机械化和自动化;成型过程快,效率高,特别是批量生产时效率尤为显著;可以得到其它加工方法难以加工或不能加工的复杂形状;无需加热,可以节省能源,且材料利用率高;能得到强度高、足够刚性而重量轻、外表光滑美观的铝合金外壳。
铝制散热器与其它材质的比较优势有比如节能性、节材性、装饰性、价格、重量、其他等等方面。铝型材的高效导热性,是保持良好散热功能的决定因素和热能转换的最理想介质。用时少,供热快,效率高,轻巧伶俐,便于加工。铝制散热器搬运安装方便,同时它的导热性好,散热量大,散热也快,金属热强度高,由于它易挤压成形,会挤压成各种形状散热器,因此外观新颖美观,装饰性强。从制作散热器方面来讲,铝型材制作散热器是非常好的一种选择材料,无论是节能、节材、装饰、价位、重量等方面均占优势。
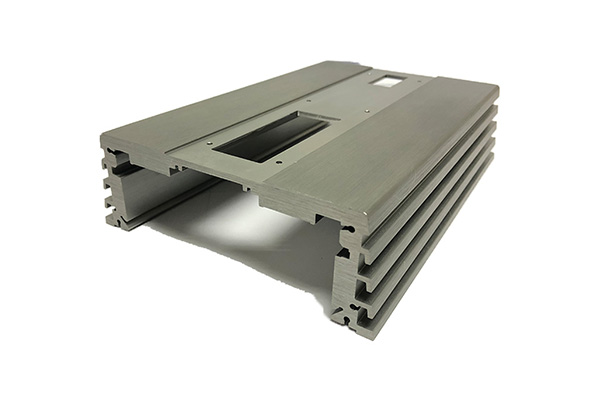
铝合金外壳设计对截面形状的要求:①定做铝制品型材截面应尽量对称,壁厚要均匀。这种损面在挤压时,常因材料受到的阻力及流动速度在厚薄处不同,形成刀形弯曲。②避免带尖角的截面。③在设计带舌片的截面时,应尽量使舌片根部尺寸放大。④河南铝制品生产厂家必须避免空心截面,型材截面应避免宽厚比过大。

冲压作为铝合金外壳加工的基础工艺之一,常在生产作业时会出现产品翘曲不平。铝合金外壳冲压过程中产生翘曲的原因有:①模具间隙过大,在冲切过程中,制件的拉伸、弯曲力大,易产生翘曲;②制件过于复杂时,周围剪切力不够均匀,因此产生周围向中心的力,使制件产生翘曲;③折弯、冲孔时没有考虑内里力,冲压后内应力使制件翘曲;④模具没有设置排气孔,模具设置的排废料口不当等;⑤冲床冲切力不够。
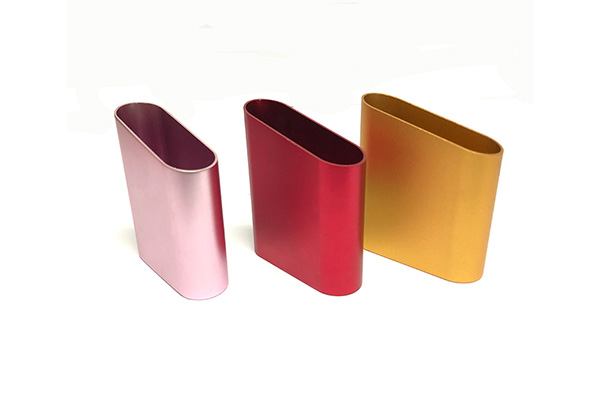
为了获得铝合金外壳外观效果,现在大体存在阳极氧化处理方式。阳极氧化增加铝合金外壳的耐腐蚀性;增加铝合金外壳的硬度和耐磨性,铝合金的硬度为HV100,阳极氧化后的铝合金外壳硬度可达HV300~HV500;增加铝合金外壳的外观装饰性,可以保护铝合金外壳的表面光泽,也可以经过染色、着色,获得丰富多彩的外观颜色效果;增加铝合金外壳的电绝缘性,阳极氧化后的铝合金外壳表面产生的氧化膜是电绝缘的。
全国统一服务热线 :0750-5551218/5550082
手机:13612269118 传真:0750-5550080
邮箱:ZHIYAHUICWB@163.com QQ:641730110
联系地址:台山市台城新宁大道111号之二


手机网站 官方微信

