
关于铝型材质量的检验该怎么做呢?①标识检查:铝型材及包装上是否标有产品标准代号及生产许可证号等。②表面质量:铝型材表面除了应清洁,不允许有裂纹、起皮、腐蚀和气泡等缺陷存在外,还不允许有腐蚀斑、电灼伤、黑斑、氧化膜脱落等缺陷。③氧化膜厚度:铝型材的氧化膜是在阳极氧化中形成的,具有防护和装饰作用,可用涡流测厚仪进行检测。④封孔质量:铝型材经阳极氧化后表面留有许多空隙,如果不进行封闭或封闭不好,将减小铝型材的耐腐蚀性。

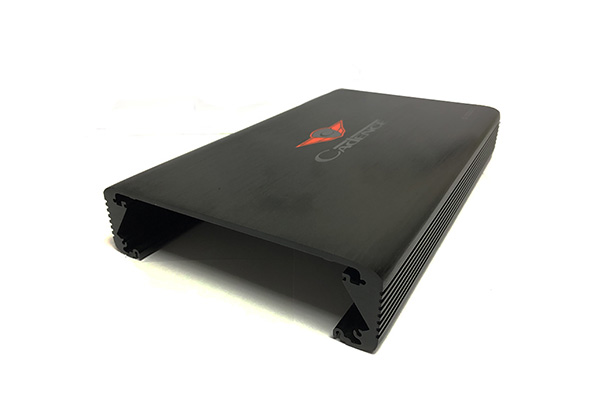
上海音响外壳生产厂家解决铝外壳划伤的办法有以下几种:在料框中合理摆放型材,尽量避免相互摩擦;用软质毛毡、塑胶条将型材与辅具将上海采购音响外壳铝合金外壳隔开,减少它们之间的摩擦从而导致损伤;及时清理出料轨道和摆床等工作带,避免杂物影响上海音响外壳生产加工质量;严格对铸锭化学成分质量的控制;在铝外壳生产过程中要做到轻拿轻放,避免人为因素造成划伤。
冷变形对铝合金壳体加工性能的影响是:①冷变形后,由于晶内和晶间破坏、晶格畸变和第一次出现。第二类残余应力使塑性指数急剧下降,在极限状态下可能接近完全脆性状态。另一方面,由于晶格畸变、位错增加、晶粒延伸细化、亚结构等原因,强度指标有了很大的提高。②结构和各向异性:铝材料在大冷变形后,由于质地的原因,呈现各向异性。例如,铝合金板在拉深时容易产生耳朵。合理控制加工条件,充分利用纹理和各向异性的优点,避免或消除其缺点。

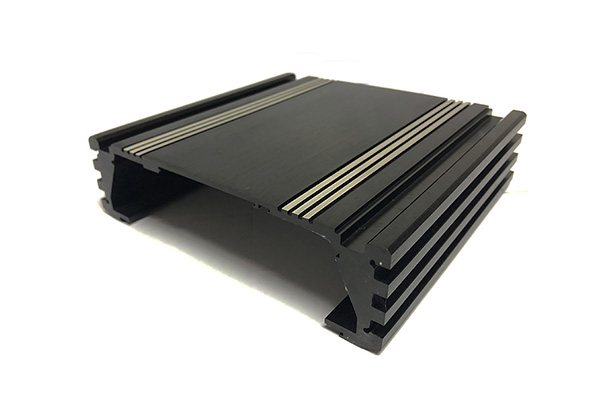
近年来,随着先进制造技术的重要性被大众认识,铝合金外壳 冲压技术软件、硬件上也得到了前所未有的发展,现在铝合金外壳冲压技术已广泛应用于各个生产制造领域。铝合金外壳冲压成型技术的特点是:操作简单,容易掌握,省时省力,便于实现机械化和自动化;成型过程快,效率高,特别是批量生产时效率尤为显著;可以得到其它加工方法难以加工或不能加工的复杂形状;无需加热,可以节省能源,且材料利用率高;能得到强度高、足够刚性而重量轻、外表光滑美观的铝合金外壳。

铝合金外壳的生产过程主要有:①配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。②熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。③铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。
全国统一服务热线 :0750-5551218/5550082
手机:13612269118 传真:0750-5550080
邮箱:ZHIYAHUICWB@163.com QQ:641730110
联系地址:台山市台城新宁大道111号之二


手机网站 官方微信

