

冲压作为铝合金外壳广州音响外壳加工的基础工艺之一,广州音响外壳供应商常在生产作业时会出现产品翘曲不平。铝合金外壳冲压过程中产生翘曲的原因有:①模具间隙过大,在冲切过程中,制件的拉伸、弯曲力大,易产生翘曲;②制件过于复杂时,周围剪切力不够均匀,因此产生周围向中心的力,使制件产生翘曲;③折弯、冲孔时没有考虑内里力,冲压后内应力使制件翘曲;④模具没有设置排气孔,模具设置的排废料口不当等;⑤冲床冲切力不够。

铝合金外壳经过阳极氧化处理后,可得到光洁、光亮、透明度较高的氧化膜层,再经上色,可得到各种色彩鲜艳夺目的表面,决定铝合金外壳表面优良程度的因素有以下三点:①温度:上色过程中,温度越高上色速度就会越快。所以为了加快生产可以适当的调整上色温度。②色粉的浓度:在铝合金外壳表面氧化膜还具有吸附性时,色粉浓度越高上色的速度越快,但也要注意色粉在槽液中的饱和程度。③时间:当其它条件不变的情况下,上色随时间加长逐渐变深。

告诉大家,影响铝型材外壳变形的主要因素是温度。一般来说在低温环境下,会让铝型材外壳的物理结构和化学结构破坏,毁害原有共价键,晶体产生变化,导致塑性发生急剧下滑,使铝型材外壳变得更加脆,导致铝型材外壳变形。
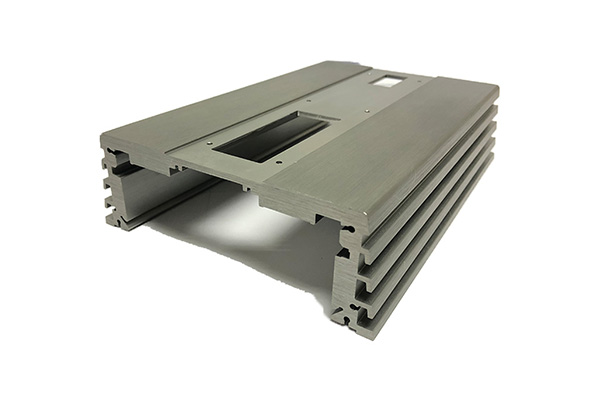
铝合金材质较软,为了防止冲压过程中铝合金发生变形、移位,在冲压模具上必须设置精准的定位,定位装置需要表面光滑无菱角,这样可以有效的减少铝合金外壳冲压造成的不良。合理的设计模具间隙,防止铝合金外壳出现鼓包,塌角等现象。铝合金外壳设计结构时,尽量避免出现深沉孔,因为铝合金外壳后工艺大部分都需要阳极氧化,阳极氧化时深沉孔容易藏酸。冲压时,铝合金板材需贴PE膜,PE膜能有效的减少刮花和压伤。
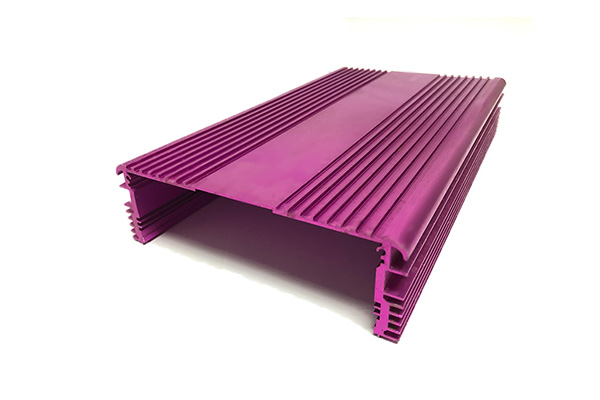
铝外壳重量轻,钢性好、强度高的特点,3.0mm厚铝单板每平方板重8kg,抗拉强度100-280n2。铝外壳耐候性和耐腐蚀性好。不易玷污,具有良好的自洁性。氟涂料膜的非粘着性,使表面很难附着污染物。铝外壳色彩多样,选择空间大。工艺性好。因为采用先加工后喷漆工艺,并且铝板可加工成平面、弧型和球面等各种复杂几何形状。
全国统一服务热线 :0750-5551218/5550082
手机:13612269118 传真:0750-5550080
邮箱:ZHIYAHUICWB@163.com QQ:641730110
联系地址:台山市台城新宁大道111号之二


手机网站 官方微信

