
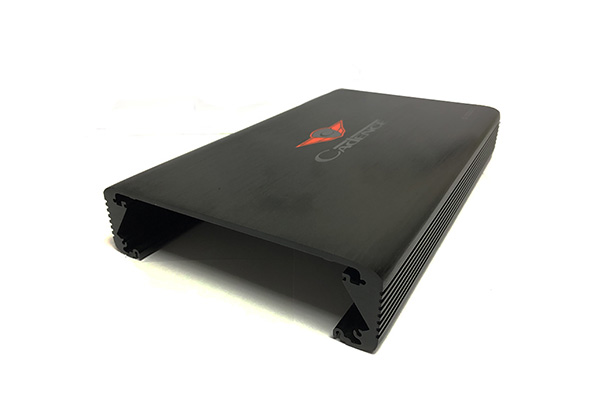
铝合金外壳是以铝合金为材料制成的各种外壳,一般包括铝型材外壳和铝压铸外壳。在铝合金外壳压铸中需要注意的问题有:①考虑脱模的问题。②考虑铝合金压铸壁厚的问题,厚度的差距过大会对填充。③在结构上尽量避免出现导致模具结构复杂的结构出现,不得不使用多个抽芯或螺旋抽芯。④有些压铸件外观可能会有特殊的要求,如喷油。⑤设计时考虑到模具问题,如果有多个位置的抽芯位,尽量放两边,最好不要放在下位抽芯,这样时间长了铝合金压铸下抽芯会出现问题。
焊接是铝合金外壳的其中一道工序,铝合金外壳的焊接分为熔化焊(氩弧焊、CO2焊、气体焊、手工焊)、压力焊(点焊、对焊、撞焊)、钎焊(电铬焊、铜丝)等方式,各有优缺点。五金壳体的焊接常用的分别是CO2焊和氩弧焊,一般来说CO2气体保护焊用于铁板类焊搠,具有生产率高,能源消耗少,成本低,抗锈能力强等优点;氩弧焊用于不锈钢、铝板类焊接上,溶深浅,溶接速度慢,效率低,生产成本高,具有夹钨缺陷,但具有焊接质量较好的优点,可焊接有色金属,如铝、铜、镁等;机器人焊接,可节省工时,提高工作效率和焊接质量,减轻工作强度。

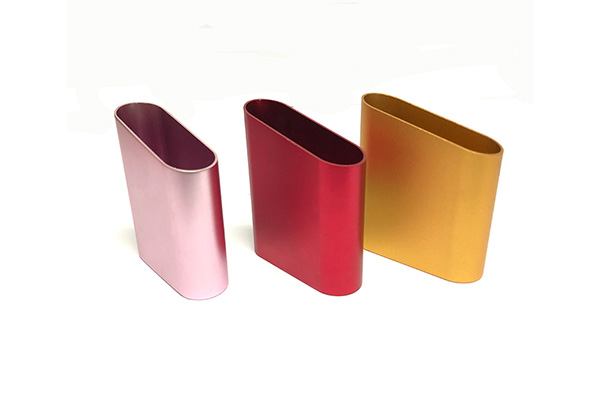
拉伸必定要在铝合金型材冷却到50度以下方可移到拉伸架上进行拉伸作业,温度过高即拉伸既会烫坏人体,烫坏毛条,更因为不能彻底消除铝合金型材内应力而在时效前后呈现曲折,扭拧,功能不良等绝对废品。为操控拉伸变形量和非常好的操控整条铝合金型材的尺度变化,要选用适宜的专用夹垫和适宜的方式方法。特别是开口料,圆弧料,悬臂料,以及曲折形状的型材更要留意拉伸夹垫的合理有用运用。留意宽厚比高的、悬壁长的、弧度大的、壁厚巨细悬殊的、形状奇怪等型材的小脚、薄齿、长腿、圆弧面、倾斜面、开口、视点等的受力状况,避免铝合金型材部分或点状尺度变形、扭拧、螺旋等缺点发生。
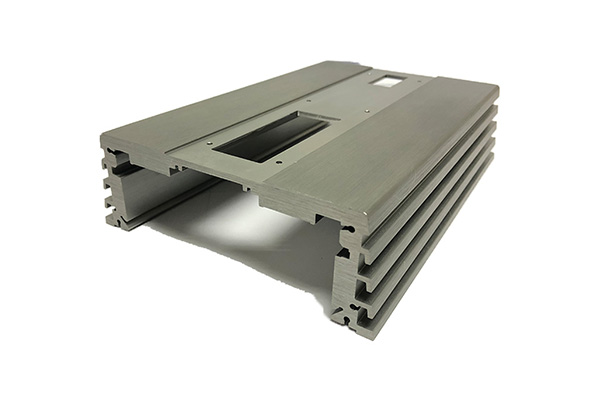
近年来,随着先进制造技术的重要性被大众认识,铝合金外壳 冲压技术软件、硬件上也得到了前所未有的发展,现在铝合金外壳冲压技术已广泛应用于各个生产制造领域。铝合金外壳冲压成型技术的特点是:操作简单,容易掌握,省时省力,便于实现机械化和自动化;成型过程快,效率高,特别是批量生产时效率尤为显著;可以得到其它加工方法难以加工或不能加工的复杂形状;无需加热,可以节省能源,且材料利用率高;能得到强度高、足够刚性而重量轻、外表光滑美观的铝合金外壳。

严禁铝合金型材在装运时松散装车,造成碰伤。根据使用的环境情况,铝合金外壳要定期清洗。铝型材表面受到侵蚀和污染时,阳江定做铝外壳要及时进行清洗,积垢可先用软布沾上酒精擦洗,再用清水洗净。应使用含润滑剂或中性清洗剂的温水清洗,不许使用酸性或碱性清洗剂。擦洗用具以软布、毛巾为宜,严禁使用刚玉粉、砂纸、钢丝刷或其他摩擦物擦洗铝门窗表面。清理后的铝合金定做铝外壳,可以用优质面漆保护腊对阳极氧化膜进行上光处理,也可均匀地喷涂一层丙烯酸脂基清漆。
铝外壳的品质直接受制造工艺的好坏的影响,工艺较高铝合金外壳的铝板边沿不会泛起毛边、锐口、毛刺等现象,并且裸露的边角都经由折边处理,不易划伤装机者的手。判断工艺的好坏如下:①铝棒的质量,铝棒的质量好坏直接关系到做出来的铝外壳型材的质量好坏;②铝型材的生产设备,主要就是要看铝棒加热炉的保温性;③生产工艺,一个好的肯定有一套稳定的人员结构,才能保证客户的铝型材的质量。一定要做好相关的验证才能够选择,不能够只看价格。
全国统一服务热线 :0750-5551218/5550082
手机:13612269118 传真:0750-5550080
邮箱:ZHIYAHUICWB@163.com QQ:641730110
联系地址:台山市台城新宁大道111号之二


手机网站 官方微信

